반도체 불산폐수의 처리 및 공정 내 재이용 가능성 연구
A study on the Treatment of Hydrofluoric Acid Wastewater from Semiconductor Manufacturing Processes and the Possibility of Reuse of reclaimed water
Article information

Abstract
목적
본 연구는 반도체 생산공정에서 발생하는 불산폐수에 대하여 불소침전 및 UF, RO 막여과 공정을 적용하여 처리하고, 그 처리수에 대하여 공정 내 재이용 가능성 여부를 판단하고자 하였다.
방법
Ca(OH)2와 PAC를 이용하여 2단 불소침전을 선행하고, UF, RO 막여과를 통하여 콜로이드 입자 및 기타 금속이온 등을 제거하여 각 수요처별 재이용 수질기준 만족여부를 판단하였다.
결과 및 토의
1차, 2차 침전을 통해 약 93%의 F- 제거되었으며 동시에 대부분의 암모니아 및 인산염이 제거되었다. UF 운전을 통해 약 95%의 입자성 물질을 제거하였으며, RO 운전을 통해 최종적으로 재이용처 수질 기준을 만족하였다.
결론
본 연구를 통하여 반도체 생산공정에서 발생하는 불소폐수를 기존의 복잡한 처리방식을 거치지 않고 침전 및 막여과방식을 이용하여 재이용할 수 있음을 확인하였으며 향후 이 처리공정을 통하여 공정 내 재이용수 확보가 가능한 것으로 평가할 수 있었다.
Trans Abstract
Objectives
By eliminating fluorine and other ions through precipitation of fluoride and UF, RO membrane filtration using the hydrofluoric acid wastewater generated from the semiconductor production processes, this study aimed to investigate the possibility of the reuse of the reclaimed wastewater for the processes.
Methods
For the experiment, firstly, the 2-stage precipitation of fluoride was done using Ca(OH)2 and PAC and it aimed to judge whether the water quality standards for reuse by each market were satisfied by eliminating colloidal particles and then other metal ions through the UF and RO membrane filtration.
Results and Discussion
About 93 % of F- was removed through the 1st and 2nd precipitation. It can be also removed ammonium, phosphate ions, through the UF membrane filtration, about 95 % of particulate matter was removed and finally, the water quality for reuse was satisfied through RO filtration.
Conclusion
This study found that the fluorine wastewater generated from the semiconductor production processes can be reused by precipitation and filtration methods without going through the existing complicated treatment methods. In the future, through such treatment procedures, it is expected to be able to secure the reuse of the reclaimed wastewater in the process.
1. 서 론
현재 전세계적으로 인구의 증가와 도시 집중화에 따라 물수요가 지속적으로 증가하고 있는 추세이다. 이에 따라 기존 수자원에 대하여 대체 수자원의 확보가 필요한 시점이다[1]. 일반적으로 대체 수자원이란 기존의 댐, 지하수 등의 일반적인 수자원 이외에 인공적으로 처리된 새로운 개념의 수자원을 의미하며 해수담수화기술, 빗물 재이용 등이 이에 해당된다. 세계적으로 대체수자원 시장은 확대추세에 있으며 이에 대비하여 하수 및 기타 수원에 대해 핵심 처리기술의 국산화 및 소형화, 고효율화에 대한 기술개발이 지속적으로 이루어져야 한다[2].
현재 공장 내 사용되는 공업용수 공급원으로 상수도가 가장 많이 사용되고 있다. 이에 따라 점차적인 상수도 단가 상승에 따라서 공업용수에 대한 비용적 부담이 증가할 것으로 예상된다. 산업폐수의 경우, 발생량은 비교적 적으나 배출수 중 오염 물질의 농도가 높아 하천 오염의 주원인이 된다[3]. 더불어 환경부는 특정 유해물질에 대해서 지속적으로 기준을 강화하고 있으며 이에 대한 대비가 필요한 실정이다.
전자산업 분야에서 반도체 산업은 90년대 산업발전 이후로 규모가 급격히 확대되었으며 공업용수 사용량도 매년 증가하여 반도체 폐수 배출량은 2016년 기준 전 산업업종 중 가장 많은 폐수를 배출하였다[4]. 또한 반도체 제조과정 중에는 다량의 화학물질이 사용되고 따라서 폐수 처리 공정에서 처리되지 못한 성분의 배출이 우려되므로 이를 최소화 하려는 폐수 무해화 기술, 방류량 저감 기술이 연구되고 있다. 방류량 저감기술의 대표적인 예로는 폐수의 공정 내 재이용을 들 수 있다. 반도체 산업의 경우 타 산업에 비해 재이용 수요처별 수질항목이 세분화되어있으며, 수질기준 또한 엄격하여 공정수로 재이용하기 위해서는 적절한 처리 기술의 개발이 요구된다. 현재까지 연구된 재이용을 위한 처리 기술의 대부분은 방류수를 재이용 원수로 사용하고 있으며, 산업시설 내에서 발생하는 폐수를 직접적으로 재이용을 위한 원수로 사용하는 기술의 개발은 현재까지 미흡한 실정이다[5].
불소를 제거하는 방법으로는 석회침전법, CaCl2를 이용한 침전법, Alum을 이용한 침전법, 희토류 금속에 의한 제거, 이온교환법 등이 있다. 그러나, 대부분 비용 대비 처리효율이 낮아, 소석회 Ca(OH)2를 많이 사용하고 있다[6]. Ca(OH)2를 이용하여 불소를 침전하게 될 경우 CaF2가 형성되나, 침전 시 CaF2의 용해도로 인해 불소농도를 최대 8.18 mg/L까지만 저감이 가능하다. 다만 최대 제거농도를 달성하기 위해서는 Ca(OH)2가 다량으로 주입되어야 하므로 후단의 추가 처리를 실시하거나, Ca(OH)2 주입량을 줄이기 위한 연구가 진행되어야 한다[7].
본 연구는 반도체 폐수 중 가장 많은 비율을 차지하는 불산 폐수를 침전을 통하여 불소를 제거하고 막여과를 실시하여 기타 콜로이드 물질과 이온성 물질을 제거함으로써 처리수 수질을 각 수요처별 수질기준과 비교하여 재이용 가능 여부를 검토하고자 하였다[8,9].
2. 재료 및 실험방법
2.1. 분석 항목
분석 항목은 각 실험에 따라 상이하게 선정하였다. 불소 침전 실험에서 분석 항목은 침전에 영향을 미치는 인자인 pH, conductivity, turbidity, hardness, SO42-, F-, PO43-이며, 막여과 실험에서는 재이용처 수질항목에 해당하는 pH, Conductivity, Turbidity, Hardness, Fe3+, Alkalinity, SO42-, Cl-, NH4+, TP를 분석 항목으로 선정하였다.
2.2. 분석 방법
pH 및 conductivity는 Hanna 사의 수질다항목측정기 HI-9828을 이용하였으며, turbidity는 Hach 사의 탁도측정계 Q2100을 이용하였다. pH, conductivity, turbidity는 각 실험별 샘플링 후 즉시 측정하였다.
Hardeness는 먹는물수질공정시험법의 ES 05301.1b EDTA 적정법에 따라 측정하였다.
Fe3+는 시료를 질산으로 전처리 후 Shimadzu 사의 ICP 9000을 이용하여 측정하였으며, SO42-, Cl-는 Dionex 사의 ICS-90을 이용하였다,
Alkalinity는 Standard Method의 titration method에 따라 측정하였으나, 원수의 경우 낮은 pH로 인해 alkalinity 측정이 어려워 불소 침전 후 막여과 단계부터 알칼리도 측정이 가능하였다.
F-, NH4+, PO43-, TP는 수질오염공정시험기준의 자외선/가시선 분광법을 이용하여 분석하였으며, 모든 샘플링 종료 후 동 시에 분석하였다.
2.3. 대상폐수 수질
본연구에서 처리를 위해 사용된 폐수는 A 반도체 회사의 불산 폐수를 사용하였다. 불산 폐수는 유리재질과 반응하므로 Polyethylene 재질의 채수병에 채수한 후 4 ℃ 이하의 온도에서 보관하였다[10].
2.4. 재이용 요구 수질
처리된 폐수를 재이용 하고자 하는 이용처는 반도체 공정 내 cooling tower이며, 재이용처에서 제시하는 수질기준은 Table 1와 같다.

Required water quality of cooling tower
2.5. 실험방법
2.5.1. 불소 침전
1차 침전은 액상의 Ca(OH)2를 이용하였으며, 최적 주입량을 결정하였다. Ca(OH)2 주입량은 폐수 내 F-, SO43-, PO43-, 용해도 등의 영향을 받으므로 이론적 주입량 보다 과량으로 주입되어야 할 것으로 판단하였다.10) 또한, 예비실험 결과 Ca(OH)2를 이용한 침전에서 교반 속도는 침전 효율에 영향을 미치지 않는 것으로 확인하여 실험은 고속교반으로 수행하였다.
2차 침전은 1차침전 처리수 상징액에 PAC(Poly aluminium chloride, 10.4% as Al2O3)를 추가로 주입하여 응집/침전을 수행 하였다. 1차 침전 후 pH가 11 이상으로 증가했으므로 H2SO4를 이용하여 pH를 중성 범위로 조절한 후 PAC를 주입하였다. PAC 응집 침전의 경우 급속교반과 완속교반 모두 고려하여 실험을 진행하였다. Table 2에 주입 조건을 정리하였다.
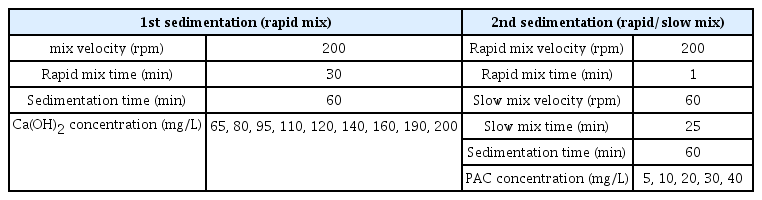
Experimental conditions of 1st and 2nd sedimentation
2.5.2. 막여과
막여과는 2차 침전 처리 상징액을 대상으로 한외여과막, 역삼투막 여과를 순차적으로 진행하였다. 실험에 사용된 한외여과막(Ultrafiltration membrane, UF)은 H사의 0.05 μm 여과막 을 이용하였으며, Lab scale에 맞추어 소형모듈로 제작하였다. 여과방식은 전여과 방식(dead-end)을 적용하였다. 운전 조건은 Table 3와 같았다.
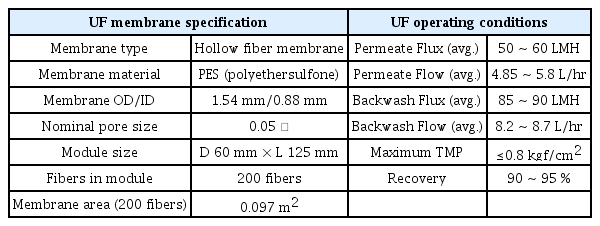
UF module specification.
역삼투막(reverse osmosis membrane, RO)은 T사의 막을 이용하였으며 사용 전 1시간 동안 초순수를 이용하여 내부 보관 용액을 세정한 후 사용하였다. 운전 조건은 Table 4와 같았다.
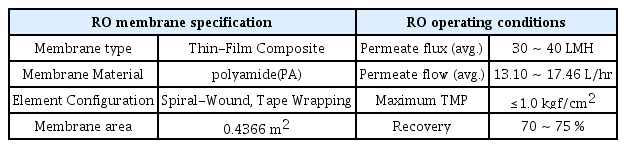
RO membrane specification.
3. 결과 및 고찰
본 연구는 불산폐수에 대하여 Ca(OH)2와 PAC를 주입하여 2단 침전을 실시하고 UF/RO 막여과를 통해 처리수의 수질을 분석해 재이용처 수질기준 만족 여부를 판단하였다.
3.1. 불소 침전 실험 결과
3.1.1. 1차 침전 실험 결과
Fig.1에서 보여진 침전결과처럼 CaF2의 형성으로 약 85.43%의 F-가 제거되어 최종 농도는 약 20.98 mg/L로 감소하였다. 앞서 언급한 CaF2의 용해도보다 다소 높은 결과를 나타내었는데, 외부 연구사례를 통하여 확인한 결과 Ca(OH)2의 주입량이 총 calcium농도를 기준으로 주입되었기 때문인 것으로 판단된다. 동시에 Ca3(PO4)2와 CaSO4의 침전물을 형성하여, PO43-를 99 % 이상, SO42-를 25 % 제거하였다. 침전 과정에서 Ca(OH)2 주입에 의한 급격한 pH의 상승으로 인해 수중의 NH4+가 stripping 되어 제거된 것을 확인할 수 있었다.
(a) Change of F-, PO43-, SO42-, NH4+ concentration of 1st sedimentation, (b) pH change of 1st sedimentation.
3.1.2. 2차 침전 실험 결과
Fig.2의 2차 침전 결과에서 보는 바와 같이 약 57.86%의 F-가 제거되었으며, 최종농도 9.70 mg/L로 확인되었다. 또한 PAC에 의해 1차 침전에서 처리되지 않은 잔류 PO43- 또한 99 %이상 제거되었다. 다만, pH 조절을 위해 황산을 추가하였으므로 폐수 내 전기전도도와 황산이온의 농도가 크게 증가하였음을 알 수 있다. 황산이온의 농도가 증가하게 될 경우 배관 내 부식을 유발할 수 있으므로 제거되어야 한다[11]. 또한 재이용처 수질기준 내 황산이온 항목이 존재하므로 추가 제거 공정이 필요하고 따라서 본 연구에서는 막여과를 적용하였다.
(a) pH change of 2nd sedimentation (b) Change of F-, PO43-, SO42- concentration of 2nd sedimentation (c) Change of conductivity of 2nd sedimentation.
3.2. 막여과 실험 결과
3.2.1. UF 여과 실험 결과
여과 실험 단계부터는 실험방법에서 제시하였던 재이용처 수질기준 항목만을 분석하였다.
Fig.3의 결과로부터 2차 침전에서 PAC 주입으로 인해 폐수 내 콜로이드 입자의 존재로 초기 탁도가 5.12 NTU로 증가하였다. 이에 따라 UF 운전에 있어 잦은 분리막의 폐색을 유발할 수 있으므로 추후 polymer 주입과 같은 추가 탁도 제거의 연구가 필요하다.

Change of TP and conductivity of UF filtrate.
UF 운전에서 탁도의 경우 여과 시작과 동시에 제거되어 60분까지 평균 0.245 NTU로 안정적으로 제거됨을 확인할 수 있었으며, 재이용처 수질기준을 만족하였다. 동시에 폐수 내 TP가 감소하였으며 이는 콜로이드 입자를 구성하는 대부분의 입자성 물질이 TP로 구성되어 있기 때문인 것으로 판단된다. 이외의 항목에서는 별다른 변화는 확인되지 않았다.
3.2.2. RO 여과 실험 결과
Fig.4의 결과로부터 RO 여과 실험 결과 여과막에 의한 대부분의 이온성 물질이 제거되어 폐수 내 전기전도도가 평균 제거율 74.14 %, 평균 농도 0.236 mS/cm로 측정되었다. SO42-의 경우 2차 침전 전 pH 조정을 위해 H2SO4를 투입하여 초기 농도가 521 mg/L로 측정되었으나, 여과 후 평균 제거율 94.22%, 평균 농도 30.11 mg/L로 측정되었다. 더불어 Cl-는 초기 176.9 mg/L로부터 평균 제거율 84.64 %, 평균농도 27.18 mg/L로 측정되어 한외여과에서 제거되지 못한 이온성 물질이 역삼투를 통해 충분히 제거되어 재이용처 수질기준을 만족하고 있음을 확인하였다.

(a) Change of conductivity and turbidity of RO filtrate, (b) Change of SO42-, Cl-, Alkalinity of RO filtrate.
4. 결론
본 연구는 반도체 생산 공정에서 발생하는 불산폐수의 공정 내 재이용을 위하여 2단 침전 및 막여과를 통한 적용 가능성 여부를 판단하였다.
불소 침전은 Ca(OH)2와 PAC를 이용하였으며, 1차 침전결과 CaF2의 생성으로 폐수 내의 F-를 85.43 % 제거하였다. 동시에 염의 생성으로 SO42-, PO43-가 각각 35.15 %, 99.53 % 제거되었다. PAC를 이용한 2단 침전 실험 결과 폐수 내 F-의 농도를 57.86 % 제거하여 폐수 내 최종 농도 9.70 mg/L로 방류수 수질기준을 만족하였다.
이후 PAC 주입에 의한 탁도 증가 현상에 따른 RO 여과 실험의 부하를 줄이기 위하여 전단에 UF를 배치하였으며, 폐수 내 탁도의 95.17%가 제거되어 탁도의 재이용처 수질기준을 만족하였다. RO 여과 실험을 통해 최종적으로 폐수 내의 대부분의 이온성 물질이 제거되어 재이용처 수질기준을 만족하므로 2단 침전 및 막여과를 통한 반도체 불산폐수의 공정 적용이 가능할 것으로 판단된다.
Acknowledgements
이 논문은 2021년도 서울시립대학교 연구년교수 연구비에 의하여 연구되었음.(This work was supported by the 2021 sabbatical year research grant of the University of Seoul.)
Notes
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.